Hi all modders,
My next project was more an exercise to test my skills and the capability of my lathe. The First step was turning an exact replica of the register on the lathe spindle.
 Another ER25 lathe chuck
Another ER25 lathe chuckFacing and turning the female register in a 80mm dia. lump of steel.
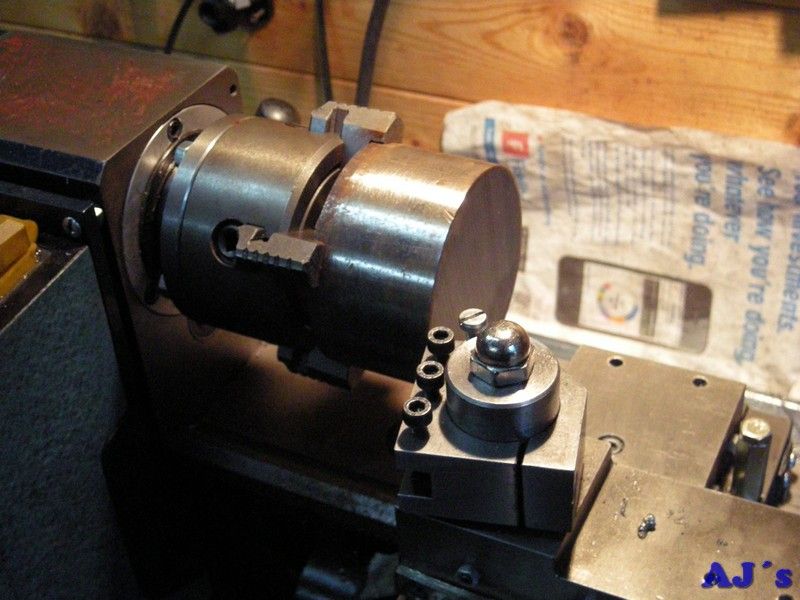 Another ER25 lathe chuck
Another ER25 lathe chuck Another ER25 lathe chuck
Another ER25 lathe chuck Testing the fit with the replica.
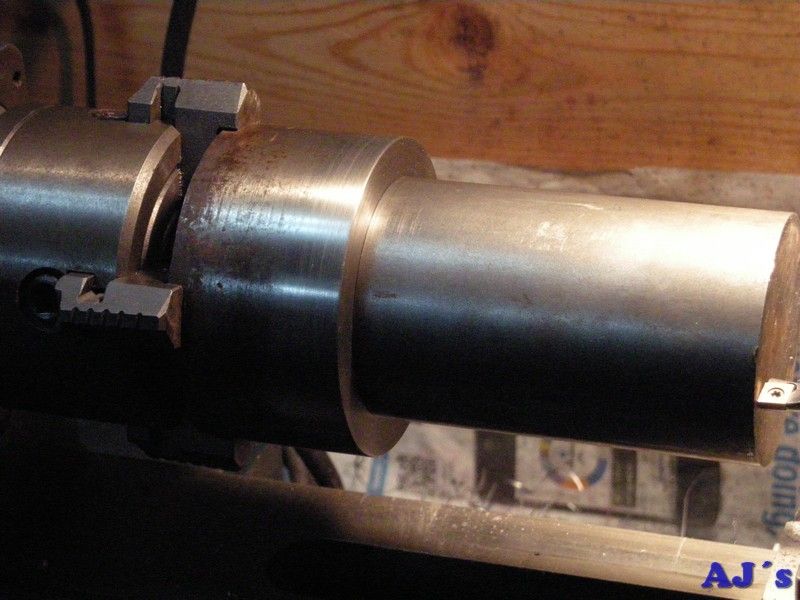 Another ER25 lathe chuck
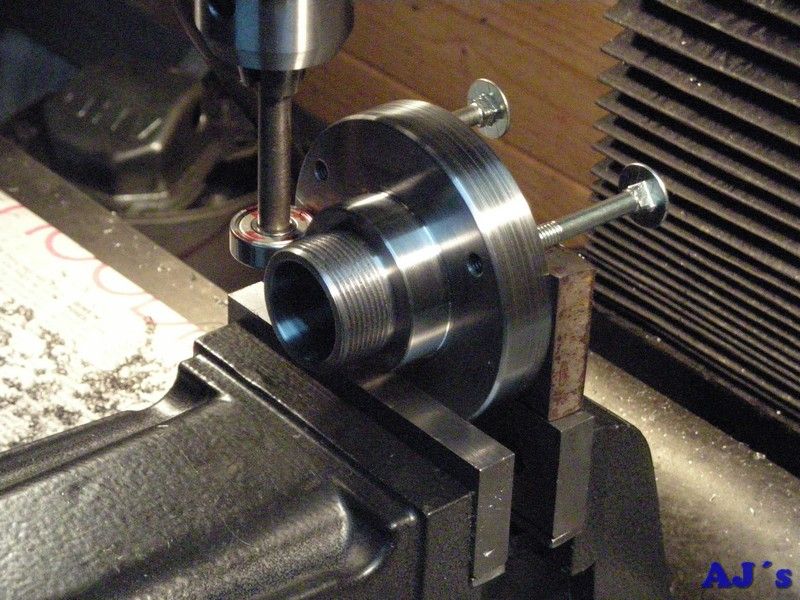
Another ER25 lathe chuckThe lathe chuck was then removed without disturbing the work and put on the mill for drilling and tapping of the mounting holes.
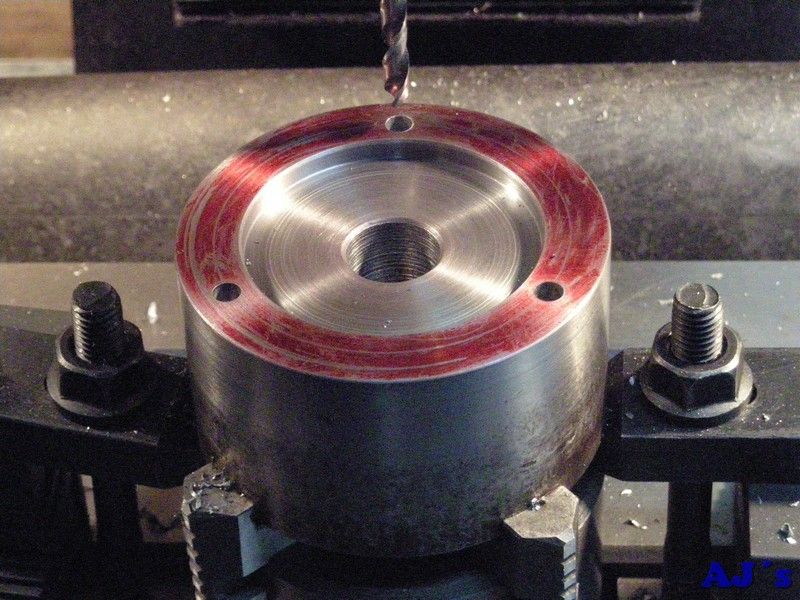 Another ER25 lathe chuck
Another ER25 lathe chuckThe new chuck was then bolted to the spindle, still mounted in the other chuck for in case adjustments were needed.
 Another ER25 lathe chuck
Another ER25 lathe chuckThe slow process of turning down the front was done.
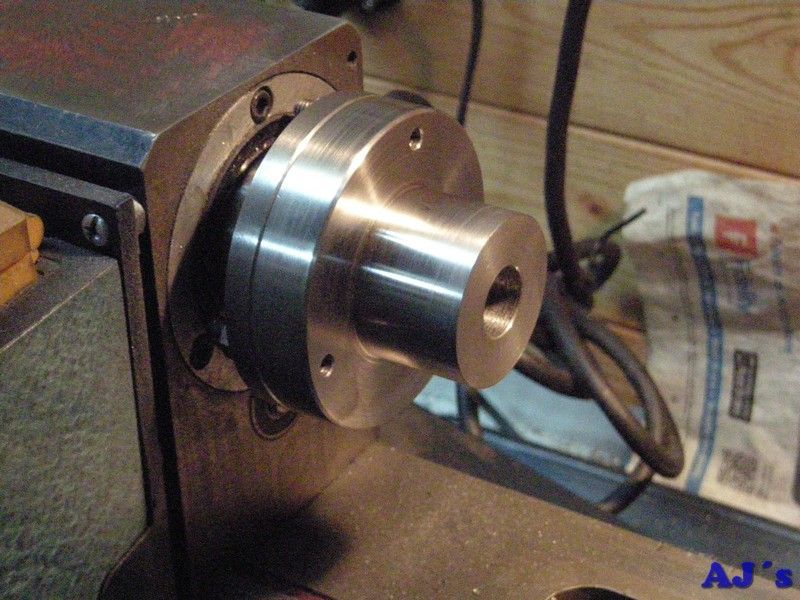 Another ER25 lathe chuck
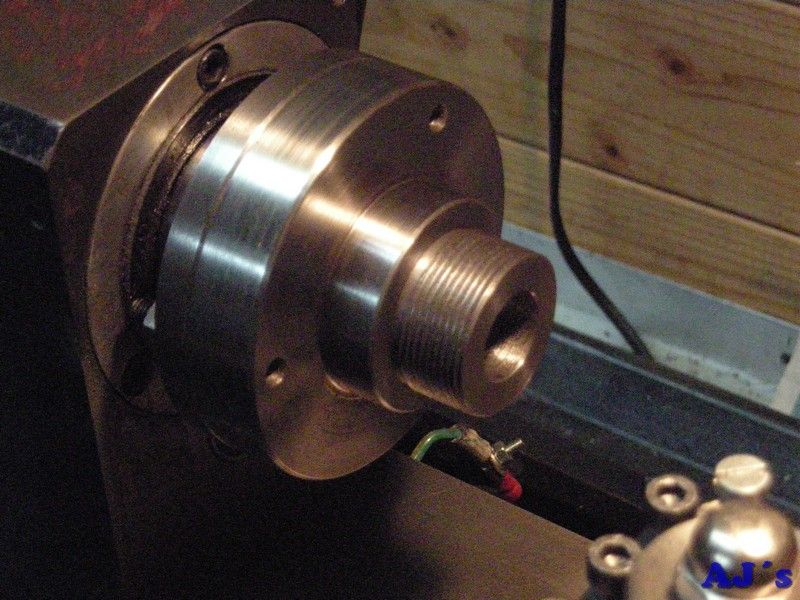
Another ER25 lathe chuckThe thread section turned down with a relief groove at the end.
 Another ER25 lathe chuck
Another ER25 lathe chuckThe finished thread.
 Another ER25 lathe chuck
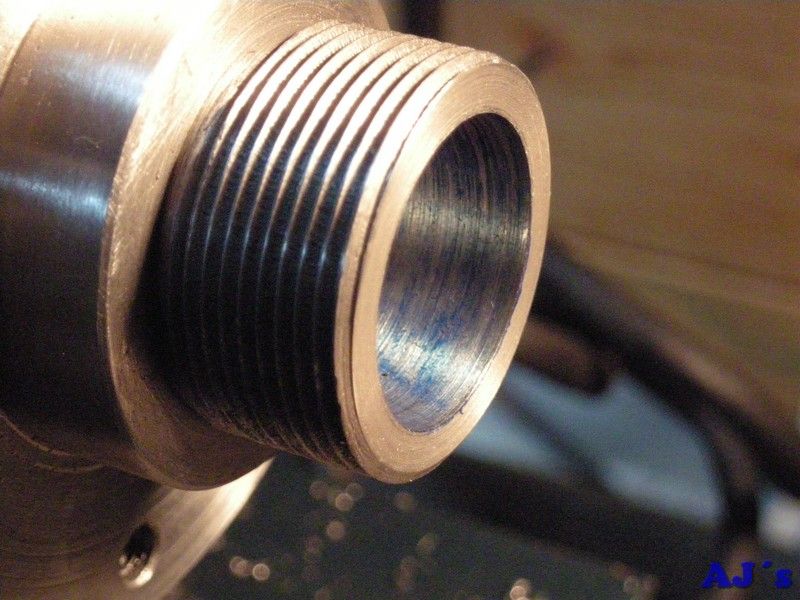
Another ER25 lathe chuckThe compound was then set to 8 deg. And the inside turned. When it was close to size it was tested with mechanics blue on a collet with an end mill in it to keep it open.
 Another ER25 lathe chuck
Another ER25 lathe chuckTurned out the angle was spot on and was finished to the correct depth.
A piece of bar was mounted and the run out tested, it was less than 0.01mm.
(Dial gauge was not zeroed)
 Another ER25 lathe chuck
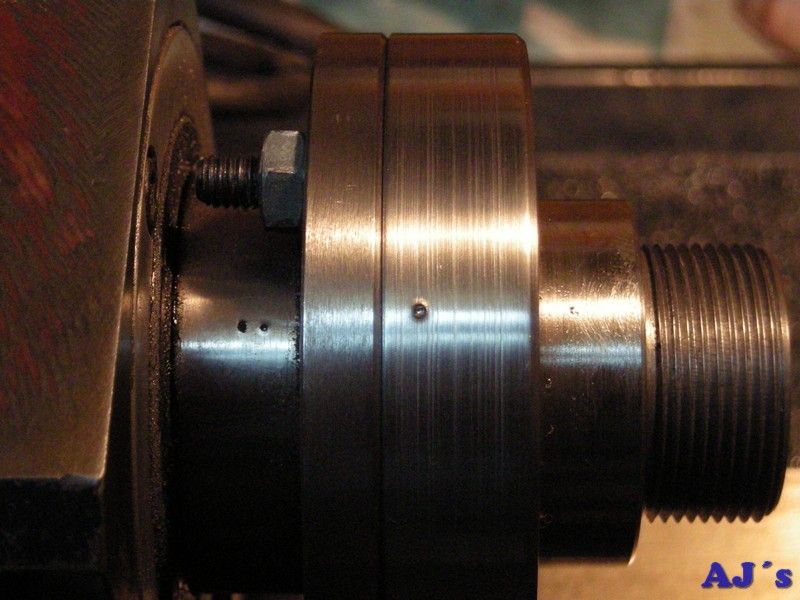
Another ER25 lathe chuckThe chuck was marked for orientation when refitting.
 Another ER25 lathe chuck
Another ER25 lathe chuckIt was setup in the mill to drill a hole for a tommy bar.
 Another ER25 lathe chuck
Another ER25 lathe chuckAnd all finished. I was quite happy with the result, and will be using it for my next project.
 Another ER25 lathe chuck
Another ER25 lathe chuck Another ER25 lathe chuck
Another ER25 lathe chuck Another ER25 lathe chuck
Another ER25 lathe chuckCheers

Abraham


