Bogs,
The hob needs to be geared to the blank by some means.
They are not meant to replace the single Brown and Sharp type gear cutters.
The tooth space on a hob is a spiral with the pitch equal to the circular pitch.
If you try to use these as a cutter feeding into a stationary blank they will just cut a wide swathe thru the blank.
Image a jubilee clip whist the worth [ hob ] is revolving it drives the blank [ band ] stop the band and it strips it.
Can be done mechanically.
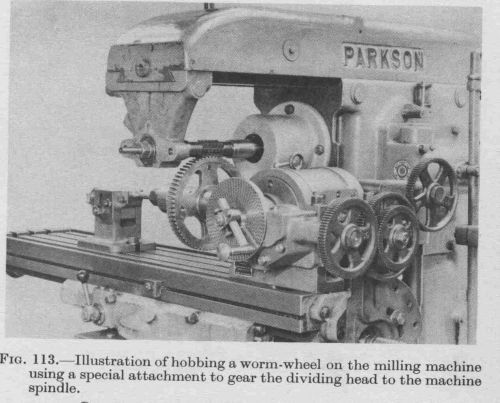
Setup on a Parkinson mill, the table is slewed equal to the hob helix angle and there is a right angle drive under the alloy cover on the spindle that takes the drive to the dividing head.
In this case is all the gearing was equal at 1:1 it would cut a 40 tooth wheel as that is the internal gearing in the dividing head.
reduce it 2:1 and it cuts 80 teeth.
it's just like screwcutting.
Can be done on a turret mill, you need to slew the head to the helix angle and cut on the side of the blank but you still need gearing.
You can cheat and use electronic gearing driving a stepper driven dividing head.
Read http://homepage.ntlworld.com/stevenson.engineers/lsteve/files/Gearhobbing.txt
and follow the pics at
http://homepage.ntlworld.com/stevenson.engineers/lsteve/files/hob%20indexer1.jpgThru to
http://homepage.ntlworld.com/stevenson.engineers/lsteve/files/hob%20indexer26.jpgNice thing about hobbing is only one cutter needed, fast and you can do specials that the B&S type can't do.

These three gears are all cut on the same blank, only the 21 tooth is geometrically correct, the 20 has been corrected to get stronger teeth and the 22 is running with lighter teeth but all will run together because they have been generated from the same hob instead of being cut.
And this is Bling


.


