I now have 3 of the 4 heads milled... Still need to mill the cam mounts, intake and exhaust ports and head bolt holes, but it is starting to look like something.
I purchased a new drill press, a 12 inch Ryobi (on clearance at Home Depot for $100, I'm just sayin......) with a 3 inch stroke and laser "X" marks the spot. I got a really nice x-y table for Christmas but it was WAY to big for my tiny 8 inch delta press so I kept using the x-y vise on it. On the new press it fits great and works wonderfully. For those of you with proper mills, you might be chuckling, but it is what I have and it works just fine, just have to be careful and have realistic tolerances. It trammed in to almost 0 all the way around, so I can't complain. It has a MT2 and JT33 tapered arbor and I have red loctited the chuck on to it and blue loctited the arbor into the spindle as I might want to get it out one day. I have taken a ton of "heavy" cuts and it has not budged. If it comes loose, it comes loose, but I don't think it will... I put two scissor jacks under the table to tram it in, I am going to weld up some proper screw jacks that can be mounted semi-permanent.
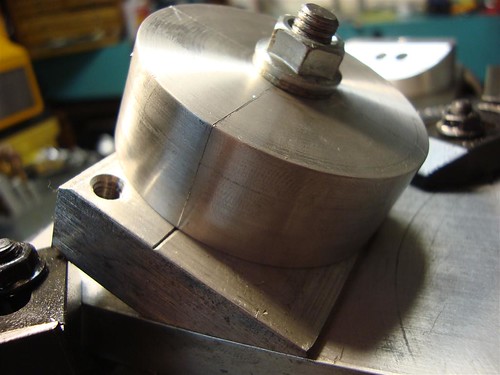
Here are some pics of the jig (scrap aluminum I had around). I have ordered a proper angle vise so I won't have to worry with this in the future, but this works just fine.
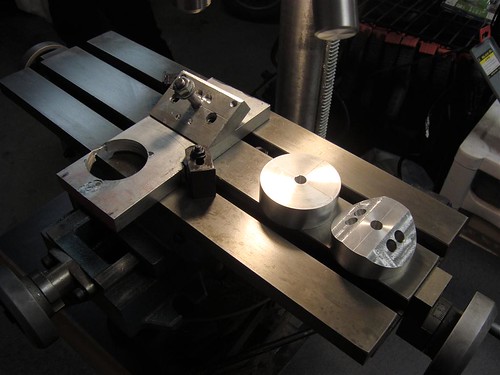
And a wider shot:
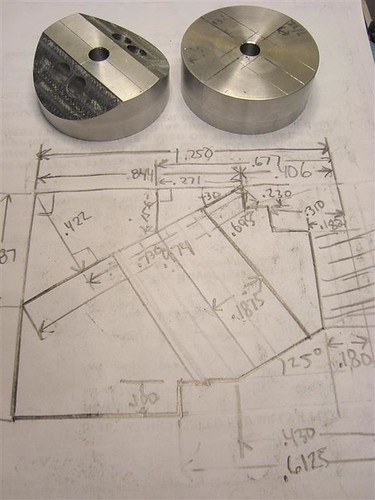
And the start of some documentation of the head (have yet to figure out ProgeCAD). The design was scientific eyeball and this is normalized to what it should be. I had fun trying to remember all that sin and cos stuff to calculate the angles and dimensions ... thank God for the internet...
ok.. now go build it guys....
oh... still missing some dimensions.... working on that...
More to come...
Doug


