Plenty of posts about setting up in a 4 jaw when running square or round centrally but thought after setting up an odd sided plate today to take some pics and show a very simple tool to assist.
Not to great a picture but that holder fits in a tailstock chuck making it able to be moved from machine to machine. The hole in the hexagon is about 1/2", enough to allow the 1/8" pointer to move about. The pointer id held in the round bit that fits into the chuck.
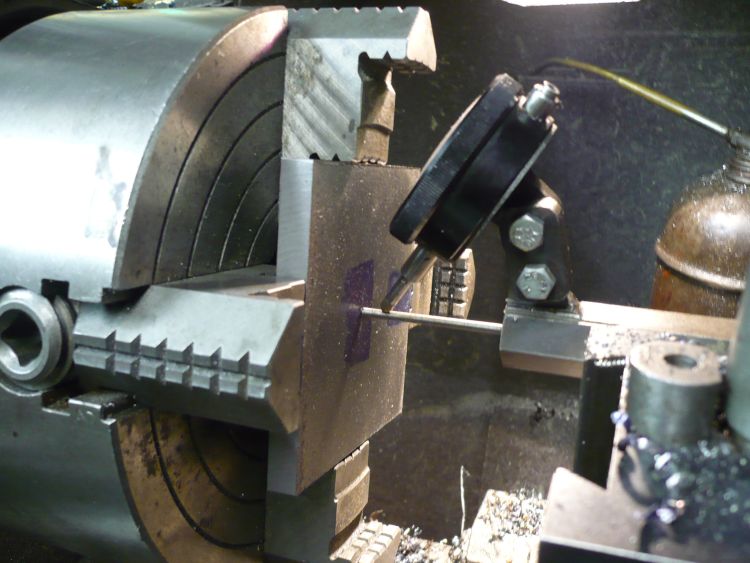
Then all there that remains is the dial gauge that bears on the pointer.
In use you offer this pointer to the centre punch mark in the part and rotate the chuck by hand and work two jaws at a time, top and bottom which is determined by the movement of the dial gauge. I have posted this on another forum and the anally retentive's have jumped on the fact that the dial gauge won't read correctly because of the cosine error.
SO WHAT? it could be calibrated in whores per square metre, all you are interested in is no difference in the reading.
http://www.stevenson-engineers.co.uk/files/P1000896.MOVCrap hand held movie showing quarter of a thou variation after only 4 revolutions [ having a bad day, usually do it in two ]
John S.


