Sometimes ago I had recycled for RT use an adapter plate I had made (and never used) for my ER32 collet holder: Tuesday night,
I finally got around re-mounting it on the lathe for boring to a close fit with the small cyl. shown on top of it
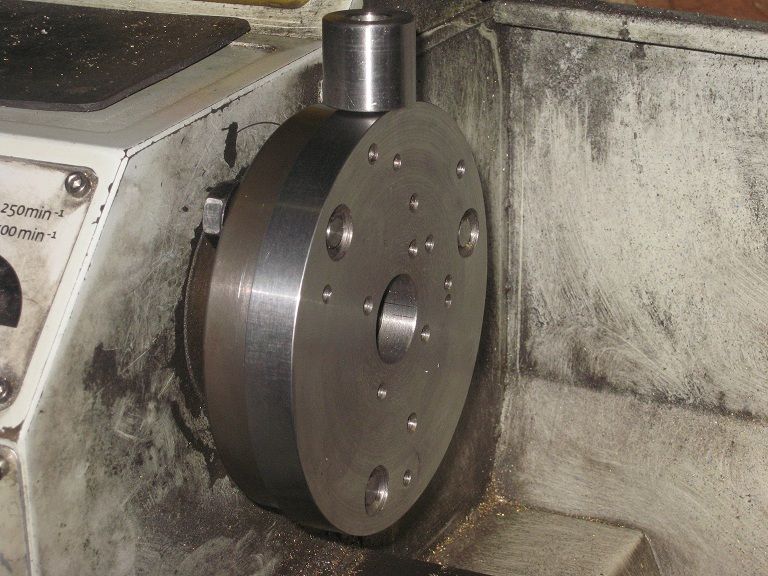 ROT-Table Accessories
ROT-Table AccessoriesWhich, is the same dia as the circular portion of the MT2 taper I had machined a few years ago
 ROT-Table Accessories
ROT-Table Accessories Now, I can have the plate reasonably re-centered with the RT.
 ROT-Table Accessories
ROT-Table AccessoriesAnd have the two of them aligned with the mill spindle by the ruler trick. (Gotta put a cross hole for a pin
into that pointed bit).
 ROT-Table Accessories
ROT-Table AccessoriesThat also works for centering the 3 & 4 jaws chucks, both sharing that same register bore
 ROT-Table Accessories
ROT-Table AccessoriesNot that I’m making much use of that 4 parts 4 jaws chuck, anymore…
 ROT-Table Accessories
ROT-Table Accessories An empty Port wine box stores everything, when not in use.
 ROT-Table Accessories
ROT-Table Accessories I ever wondered what the slots and tapped holes on the bottom of the RT were made for, maybe fitting some key to have
it aligned with the mill table slots?
Might get around doing that in time, but I have different ideas for tonite.
 ROT-Table Accessories
ROT-Table Accessories..the brass pliers pointing to the only M4 grub screw I have in stock, gotta invest some money into resupplying them someday.
Made this on the mill, closely fitting to the slots.
 ROT-Table Accessories
ROT-Table AccessoriesTransferring the second tapped hole position.
 ROT-Table Accessories
ROT-Table AccessoriesJob done
 ROT-Table Accessories
ROT-Table Accessories And the way it is supposed to be used, for quick,
small, jobs where precision is not an issue.
 ROT-Table Accessories
ROT-Table AccessoriesMarcello


