I cut the slot today and mounted the 192 tooth belt, though I think a 191 would have been PREFECT, it was not offered. I had to bore the holes larger in the cogs to 8mm drill, still do not have an 8mm drill. I drove all over today looking for one. I used a 5/16th and then made a reamer with my chop saw and some 8mm rod. It worked ok. Might make one perfect then harden it for future use.
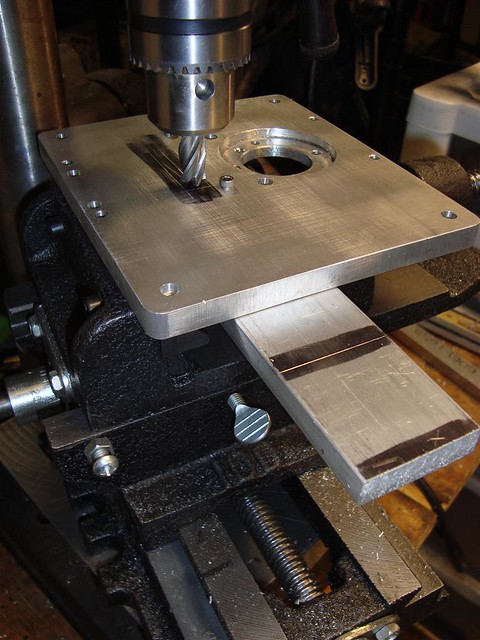
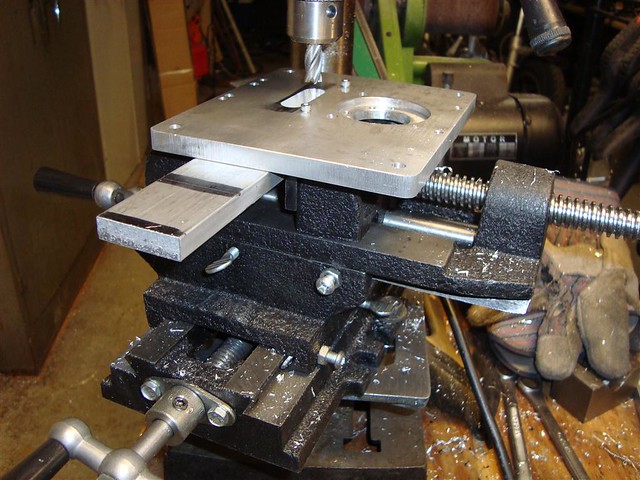
To cut the slot, I had to mount the plate square to a piece of 3/8 x 2 inch aluminum bar so I had something the clamp to with the vise.
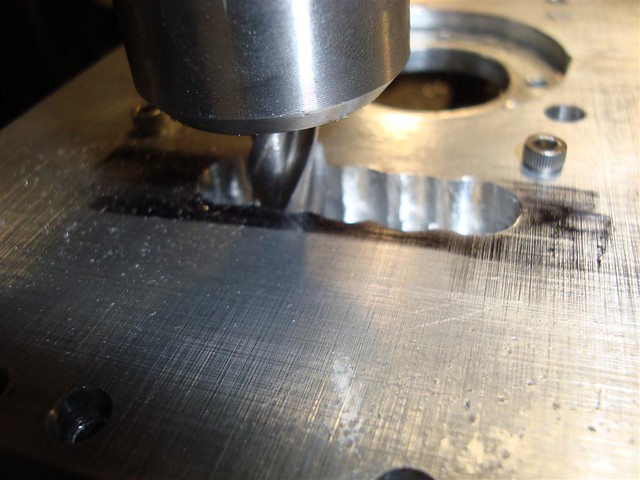
I plunged the holes to start with, then ran the XY compound vise along the sides to clean them up. Not a perfect setup, but it is what I have and works good for cuts that do not have to be super precise.
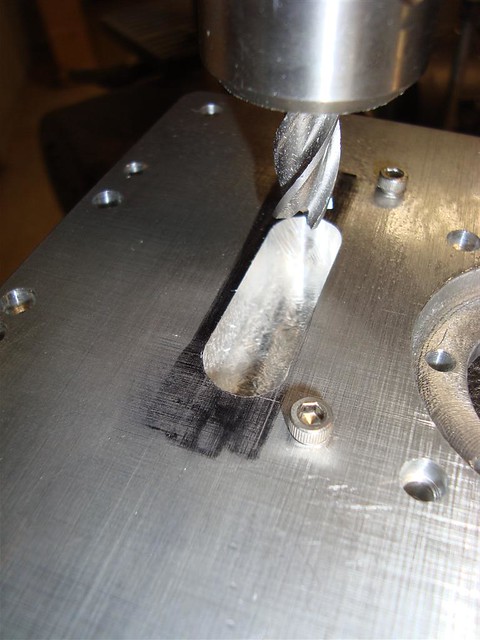
The finished slot. A bit wider than I wanted to clean it up good, the table moved just a bit between the first and second plunge, but unless you have the plans in front of you and a caliper, you would never know.
This is a wide shot of my "mill" setup. I purchased the $89 XY compound vise from Harbor Freight for $13 (had a good coupon) and I have had the 8 in drill press for 15 years. Bounces around a bit, but plunges well, and then side cuts to clean up the edges. I made a locking bolt for the spindle so that I could set depth and lock it in place.
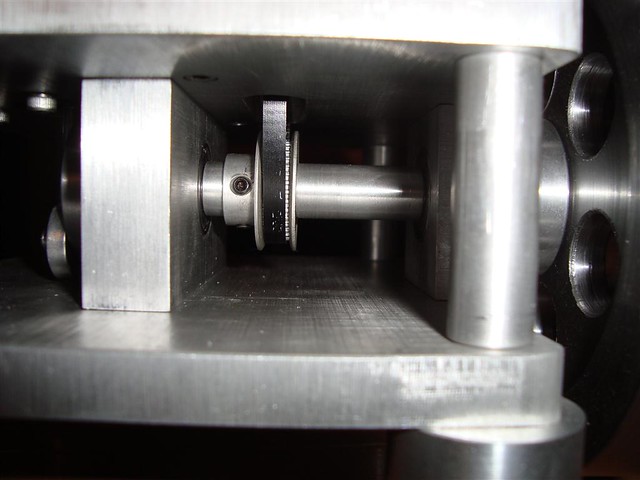
The small cog with the spacers to keep the bearings apart.
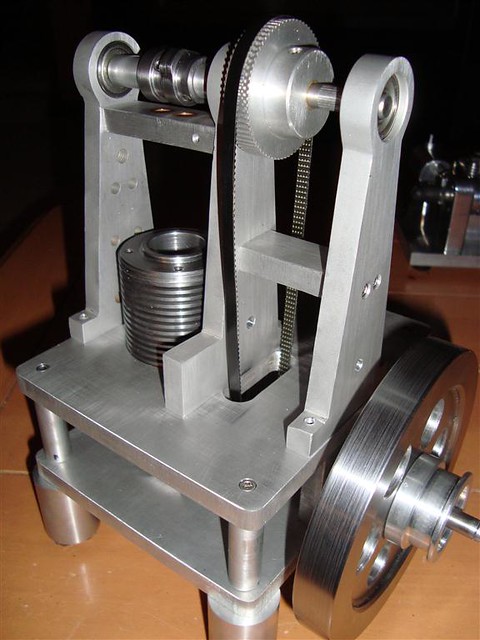
The top cog and belt. I will make the tension idler pulley, top spacers, and cut a slot in the middle support tomorrow.
Ordered some lighters last night... we will see...
A little video of the progress... still have to set timing, I think I will have the motor run toward me, front of cam going down... I think it looks better.
http://www.youtube.com/watch?v=5YLhv0h_NQMMore to come...
Doug


