so i decided to take the tram a little further and add a treadmill motor and controller to the mill. I will also be using the hoss belt drive. I harvested the motor, choke, control board, circuit breaker, and POT from my wife's treadmill.
The parts are common place if you type in the right stuff on steal-bay..
motor is a B4CPM-089T (2hp 130v 5950 17A)
choke is a YBI-601-Q
it uses a 10k POT
and motor controller is a MC-60
all parts priced on steal-bay was under 100.00
i have videos of the motor testing and such from my cell phone. sorry for the crappy video. Also have a 1/2"x12" rod in the spindle and starting the tram process on the spindle. Once i get it in tram i am going to make a few brackets to help fine tram the x axis...y axis is just using some expensive shims aka tin foil.

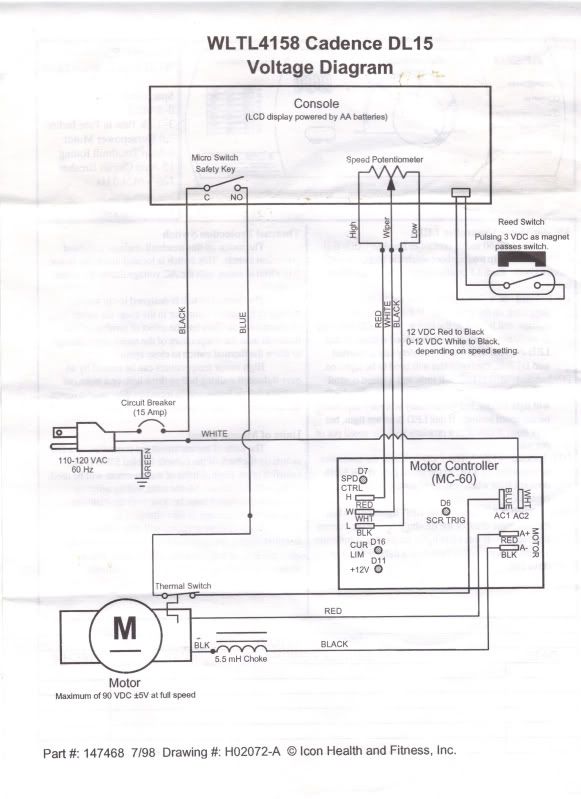
pic of the control layout


