After some time, I got a set of cams; here's the spindle with a collet chuck attached:

A friend donated a steel drop to act as a base. It is 5.25" in diameter nand 2.25" thick, 4340 HT (i.e., opretty hard). Unfortunately it had an off-center 1/2" threaded hole. I needed to drill/bore a 2.4" hole to accept the spindle. Using the lathe at school and the largest drill bit available, I was able to get a 1.75" hole in the center, but that left half of the threaded hole in the bore.
I found a good buy of a 6" indexable boring bar at Mesa Tool, so when it arrived I made a holder from some 1.5" aluminum rod and started to bore on the lathe. Carbide doesn't like interrupted cuts, so I chipped 2 of the three edges on the insert before the job was done:
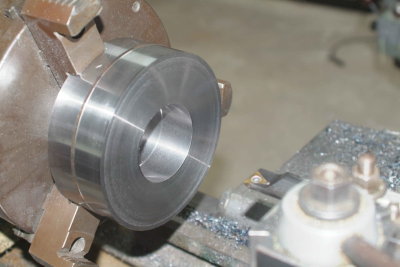
I was aiming for a press fit, but overshot .001" and had to settle for a good sliding fit instead. Before removing the piece from the chuck, I faced it again to ensure that the spindle will sit perpendicular to the top. Next, I'll take it to school and surface grind the bottom so it's parallel to the top. In principle, any work that's transfered between lathe and mill will have an accurate Z-axis.



