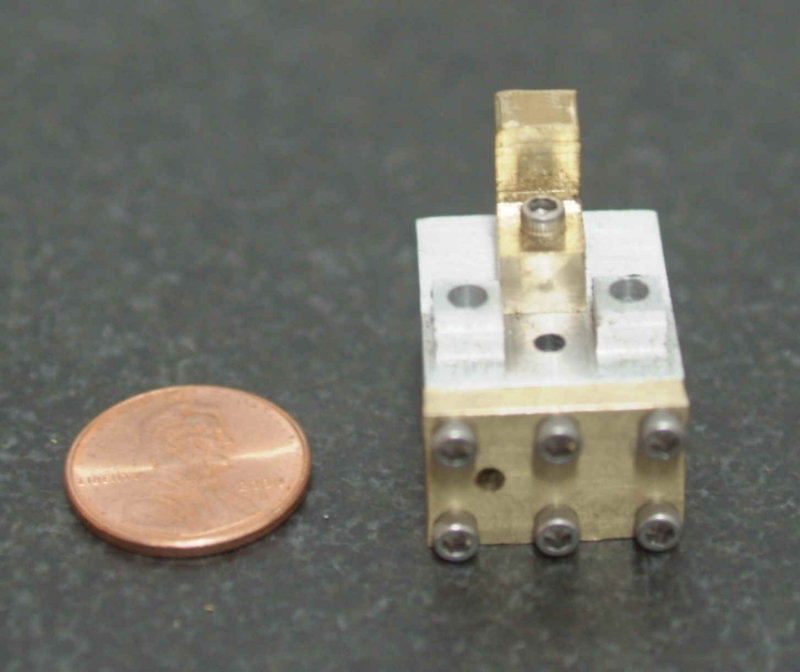
Last night and today I made the first head. I still need a 1/16" endmill to finish a couple of minor operations, plus a 1/8" reamer, but this is it in essence:

As can be seen, lots of holes to drill in 4 of six sides. On the top are 7 holes: 4 through hols for mounting to the cylinder, one tapped hole in the center for attaching the rocker bracket, and the two holes on the little "plastforms" for the pushrods.
On "front" you can see 9 holes: 6 for attaching the valve cover, two holes for the valves, and one hole giving access to the cylinder. I still need to connect this hole to the right valve hole with an air passage, hence the need for the small endmill.
The bottom side has two holes that open to the cylinder. On the left it opens very slightly to the rear of the left (input) valve hole. On the right it joins with the small hole in the front.
The right side, a small exhaust hole joints to the right valve hole.
I didn't understand how the valves worked until I had made the head and understood the interconnections of the air passages. While the plans seem accurate, there is very little in the way of explanations or assembly instructions. The valving works as follows:
1) The two valve holes are counter bored and will contain a ball bearing that is larger than the inner part of the bore. When the pushrod for a hole is raised, the ball seals that hole, blocking any air passage. The left hole is the input side. The air inlet in the valve cover opens to this hole. When the pushrod descends (pushed by the rocker arm), it pushes the ball outward permitting air to enter the cylinder bore.
2) Conversely, the right ball valve prevents are from leaving the cylinder until its pushrod descends. Then the piston's upward motion pushed air through the right bottom hole, into the lateral hole, through the small air passage, into the right valve hole, past the valve ball, and out the exhaust hole.
Obviously the rocker arms must be out of phase by 180 degrees so that one valve is shut while the other is open.
The valve cover was made next. I started with a 1/4" piece of brass plate, but mistakenly milled it to 1/8" thickness before milling the countersinks for the mounting screws. I don't have a set of parallels that will allow me to hold it securely to mill these now, so I will likely throw this one out and make 5 more. The inlet hole should be a bit further to the right as well. In any case, here's how the head looks with the cover attached:

The hole in the left center is the inlet.
I then made a rocker arm bracket, but I'm not very happy with it either. The top can be optionally rounded over with a file or corner rounding bit, but I made it slightly too thin so that the cross hole is not centered. Once again I think it's a throwaway. In any case, this shows how it mounts to the head: