Lads...
I picked this blank casting up at an auction a while ago and it needs T-Slots so i decided to put 8 slots into it.
 Cast iron face plate
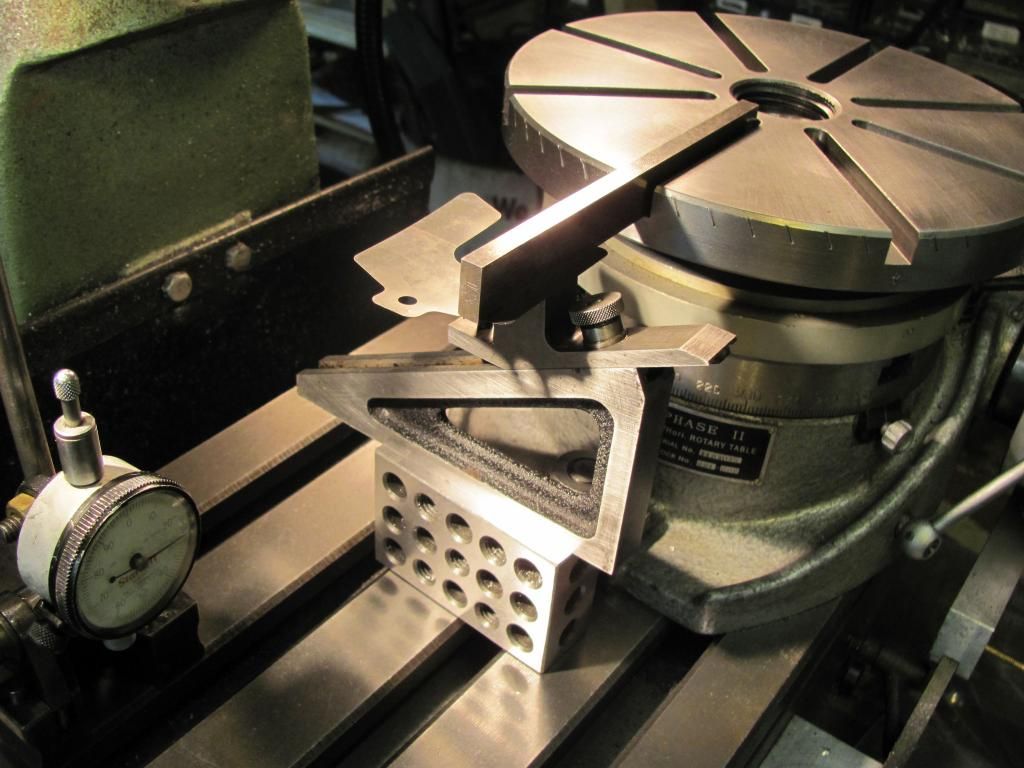
Cast iron face plateNo big deal really, you just slot through your vertical male slot first and find the depth you want, the hard part is the slotting the horizontal slot. These little cutters are fragile because of the necking down of the stub to accommodate the clearance for the vertical slot. In this next shot i have the planer gage supporting a parallel because i can set the height of the T-Slotter using the parallel as a reference.
I do not want to touch bottom of the slot, i want it elevated about 3 thou higher, the reason is because i want the cutter when it is milling into the material to have a gap for relief of swarf and dust, while the slotter is rotating i am constantly removing swarf from in front and behind of the cutter some people use air to do this. This little technique eliminates most of the chances of the slotter binding up. This is cast iron so i had no lubricant, i cant remember the dimensions but its around 11/16 wide x .300 deep with just under 1/2 wide male slot, for the speed I ran the same for both end mill and T-slotter and it was around 550SFM i hand fed it very gently.
 Cast iron face plate
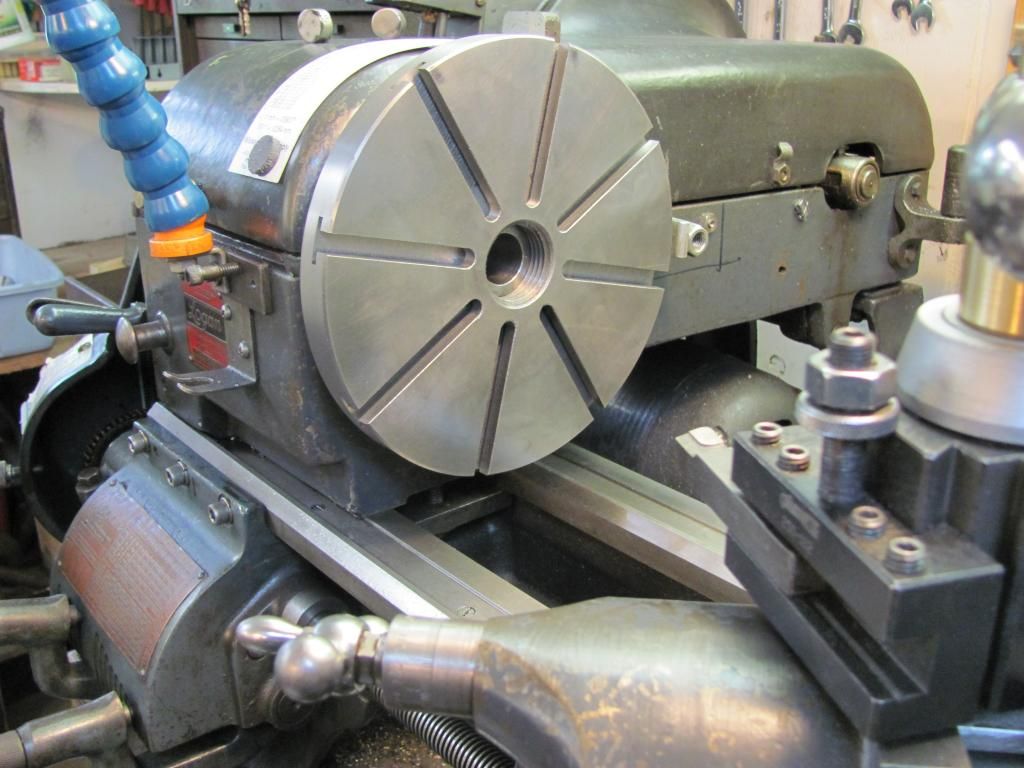
Cast iron face plateHere is the finished project, all i have to do now is make the T- Slots.
 Cast iron face plate
Cast iron face plate Cast iron face plate
Cast iron face plateHappy Days Anthony.


